
September 2, 2025
Explore the essential aspects of actuators in web guiding systems in this episode of our webinar series on Web Guiding Fundamentals. Discover the various types of actuators, including pneumatic, hydraulic, and electromechanical, along with key terminologies such as thrust, correction speed, and backlash. Learn about the significance of actuator sizing, web speed, and the impact of gravitational effects. Ideal for anyone looking to deepen their knowledge on steering guides and actuator functionality in modern web handling systems.
Transcript
Show full transcript (742 words)
[Music] So in terms of actuators, there are lots of terminology that is involved. Some of them are thrust or power, how fast the accelerator is, what is the correction speed, what is the acceleration, stroke length, mounting, what type of coupling we have and things like that. Actuators are pretty standard right now. It's not as important as installation of a web guide or the sensor, but it is an important part of a web guiding system.
The older actuators were either pneumatic or hydraulic. You had an hydraulic pump pumping a double acting cylinder and moving the web guide structure. These were more common in the 50s and up to about maybe '90s before the electronic electromechanical actuators started coming into the market. You could have pneumatic actuators or hydraulic actuators.
The hydraulic actuators have the advantage that it can provide high thrust and can shift large loads quickly. Even now in metals industry, hydraulic actuators are pretty common. You can see them. But the problems are that it's a problem with maintenance.
You need to balance the valves and stuff like that. Change the filters. They could cause leak and this could contaminate your product. And then the precision and accuracy that you can get with an electronic actuator or electric actuator is not something that you can expect in an hydraulic actuator.
So most web guides nowadays are going to use actuators like what these actuators usually have a motor that drives a belt pulley system. There's usually a lead screw, a ball screw or a roller screw that converts the rotary motion into linear motion at the end of the actuator. Some common terminologies that you would see with actuators are maximum current, voltage, power. Whenever we have something with a lead screw or a pitch, that's a common term.
What is the lead of the actuator? Pitch of the actuator. Gearing ratio. Backlash is another thing that you would commonly see with electric actuators, especially with low-end lead screw actuators.
Resolution. What is the smallest movement an actuator can produce? Back drive is a common terminology especially if you're installing a web guide that has to work against gravity. And then types of actuators you have inline and reverse parallel.
Some actuators have limit switches or end stops. And then type of motor used in the actuator. You would commonly see servo stepper brushed or brushless DC motor. So actuators are providing the driving force to the guide structure so that it can position the web.
In terms of thrust, the thrust is the amount of force exerted by the actuator to move the guide structure. And this thrust really depends upon as we saw before mass of the structure that we are trying to move, what is the friction there, how fast you want to move and sometimes gravity as well if you're acting against gravity. In terms of sizing actuators, these are some of the things you need to know to size an actuator properly. a web blind speed mainly because if you have a slow moving web the maximum disturbance frequency you can get depends upon the speed of transport of the web.
If you're moving at 100 ft per minute you might not need a high dynamic response while if you're moving at high speed you might need a much higher dynamic response. The dynamic response is related to the acceleration. Acceleration is related to the thrust. So that's why line speed becomes important.
Guide structure weight and roll weight. If you're trying to move a big mass, we need to know that what type of bearing you're using. So that what is the breakaway force that we need to overcome based on the coefficient of friction of the bearing and then what kind of disturbances we are trying to correct for. There is a correlation between the amount of disturbance that can propagate through a roll-to-roll machine that really depends upon the speed of the web.
The faster you go, higher frequency disturbances can go through. So the web acts as like a low pass filter and then the acceleration and then if you have to look at any gravitational effects. These are some of the key factors that are involved in properly sizing an actuator. But like I said, actuators are pretty straightforward nowadays.
Just need to have some basic questions answered and then we'll be good to go. [Music]
August 28, 2025
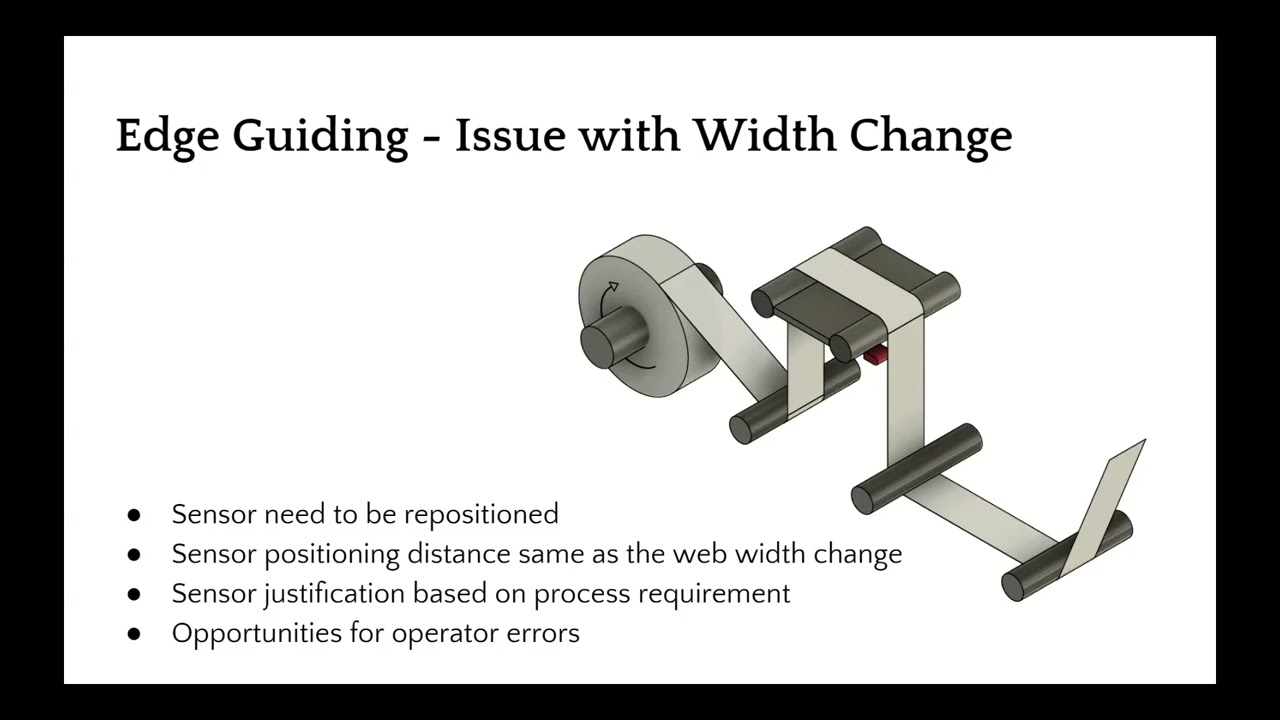
This episode is part of the ‘Web Guiding Applications and Advanced Web Guiding Concepts’ series and focuses on advanced edge guiding techniques, specifically single edge web guiding. The video explains the use of web guides and edge sensors for feedback in guiding mechanisms. It covers the positioning of sensors, the importance of alignment, and the common practice of repositioning sensors during web width changes. The episode also addresses potential operator errors and their impact on web guiding performance during product changeovers.
Transcript
Show full transcript (280 words)
So in terms of edge guiding, most of you are familiar with this. We have a web guide and an edge sensor to provide feedback for the web guide mechanism. Last month we talked about the guiding principles and fundamentals of it. But essentially in most machines in edgeguiding kind of an application you position the sensor either on the operator side or on the drive side drive or the gear side and then the web is guided to the middle of the sensor position and the sensor is positioned along the cross machine direction so that the alignment provides the required justification of the web.
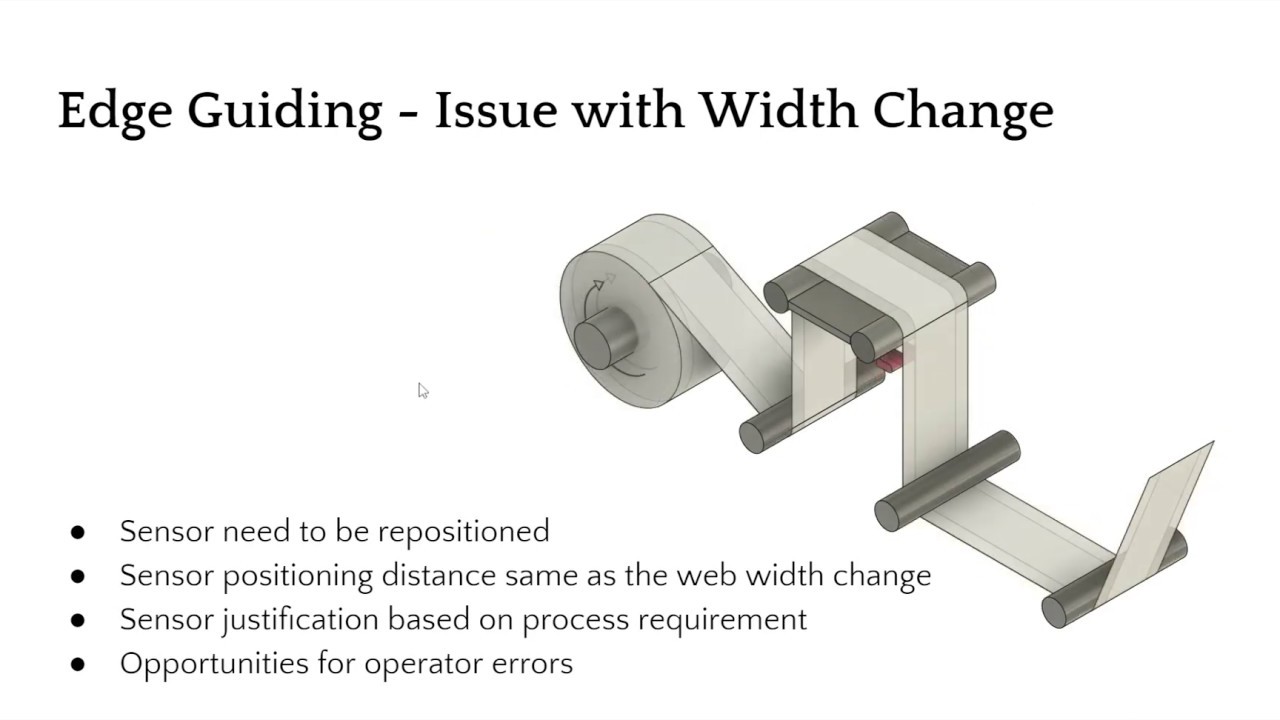
The main thing with this kind of a system is that it works well for most cases and for maybe majority of the applications there's no issue with it. The main issue comes when we have to change the web width. Whenever there is a product change over and you do a web width change the sensor has to be repositioned. As we get narrower, the sensor has to be moved to a different location.
That location of the sensor has to be justified based on the process requirement. In these examples, the sensors were moved so that the web center line position is always the same irrespective of the web width. But in certain other applications, it may be necessary to justify along the operator side or maybe along the drive side. So that is the only thing someone has to do in terms of product change over is to move the sensor.
But moving the sensor creates opportunities for operator errors and this can have other consequences with the web guiding performance.

August 27, 2025
This video, part of the Web Guiding Fundamentals webinar series, focuses on the proper installation techniques for web guiding systems. It covers essential elements such as maintaining a 90-degree wrap at the entry and exit of rollers, recommended span lengths, and the ideal positioning of sensors for optimal control and stability. Key considerations include sensor placement within the first half of the exit span, ensuring the plane of motion of the carriage is perpendicular to the spans, and the implications of bending and steering effects on web stability.
Transcript
Show full transcript (585 words)
[Music] So in terms of installation, we want to make sure that we have a 90° wrap at the entry and exit of the roller. And then there are considerations on the span length at the entry and exit. Usually you can get away with half a web width. We recommend about one to two web widths if possible.
If you have a stiffer web like metals, you might need a longer entry and exit span. We want to locate the sensor as close as possible. This is true for any web guide. It doesn't matter if it's a displacement guide, unwind guide, rewind guide, any web guide.
We want to have the sensor as close as possible hitting the span where the guiding action takes place. The recommendation is to be within the first half of the exit span. And then how long this span really depends upon how much correction you're looking for. Typically these carriages are allowed to pivot only about 5 to 10°.
If you want larger correction then you can make these fans longer. The main thing is that you need to make sure that the plane of motion of the carriage is perpendicular to the entry and exit span so that you can create a pure twist on these spans. And then as long as these rollers are moving in tandem or parallel to each other, then you will have the desired effect. They don't have to be on the same carriage.
They can be on different carriages as long as we are able to move them parallel to each other. You can even have a process here. You don't really have to have just two rollers. You can have multiple rollers.
So, it provides a lot of flexibility here. The guiding action is actually happening in the exit span. We don't want to install the sensor too far away or in the next span. This is mainly for control system purposes.
and stability. When the web guide makes a corrective action, that action is not seen at the sensor immediately. So, if you're running really fast, you might get away with moving these sensors a little farther down. But if you're running slow, whenever this web guide moves here, you would see that motion if the sensor is as close to the exit roller as possible.
If you install it here or here, especially when the web stops and there is a small error, the web guide would keep moving and that might cause the web to break or have unintended consequences. So, we don't want to have the sensor farther away or in an expand. And we don't even we don't also want to have a scenario where you have an angle that is not 90°. If you have a 90° wrap, you have twist.
As soon as you introduce something which is deviating more from the 90° you start creating bending in the web. So these kind of bending is going to act as under steering the web. It's going to cause bending that's going to under steer the web and it also causes distortions and guide instability. So we don't really want to have any of these conditions.
On the contrary, if you have a span exit span that is spread out like this, this is going to over steer the web, it's the bending effect that is causing that. And we really don't want to do that. So, ideal scenario would be to have a 90° wrap in and out. [Music]
August 27, 2025
Displacement Web Guides: Principles and Applications
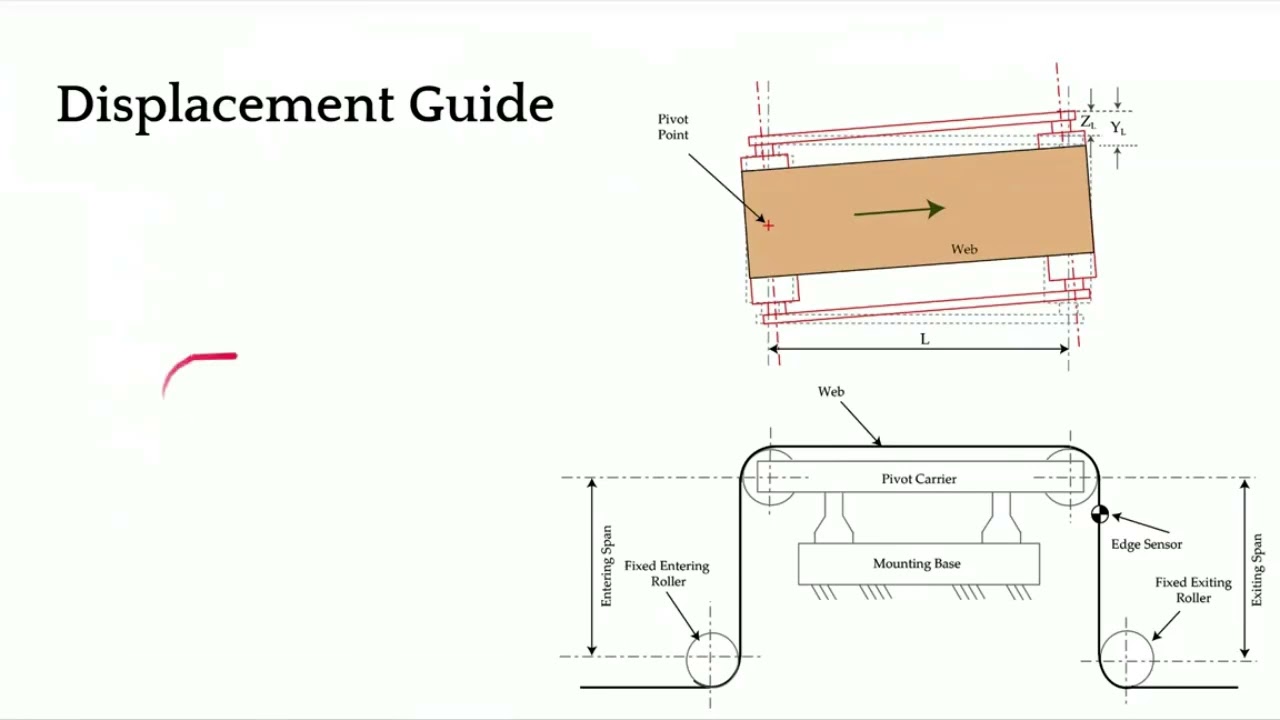
In this episode of the webinar series 'Web Guiding Fundamentals,' we delve into the intricacies of displacement web guides, a widely used and recommended solution for web guiding applications. Learn how these guides work without bending the web, their design principles, and why they are considered 'perfect web guides' with a one-to-one ratio of movement. Discover the importance of entry and exit roller alignment, and understand the difference between displacement and offset pivot guides.
Transcript
Show full transcript (343 words)
Now moving over to intermediate web guides, we have a displacement web guide. This is another type of one of the most commonly used web guide that you're going to see and we would recommend this as the first choice for any web guiding application. One of the main reasons for that is it actually displaces the web. And in this web guide, it's not bending the web.
The reason why it's not bending the web is you have this entry span and a 90° wrap. And then you have the plane of the carriage right here. When this carriage pivots, the pivot point is shown here, but that's a mistake. It should have been right at the edge of right here.
So when this carriage rotates, pivots about the pivot point at this point right there, these two rollers are actually moving in tandem. So there's no bending in this region. In these fans, since they are perpendicular, that motion is a pure twist. So really there is no bending in this kind of a web guide.
If the web guide is designed properly, then these web guides can have one one ratio in the sense that if you move the web guide one unit, then the web will actually move one unit. That's why we call them a perfect web guide. I do see a question here that says, would you agree that an offset pivot guide acts on a different principle other than normal entry? That is correct.
Because these two rollers are parallel to each other. There is no bending in the span. The entry and the exit rollers are perpendicular or the wrap angle are perpendicular. This span is perpendicular to the plane of motion of the web guide.
They are going to be in twist. So there's no bending. And when there's no bending, there's no normal entry coming into picture there. The twist is an important design part.
And this would be our first choice for us in terms of applying it in any webg guiding situation.
August 27, 2025
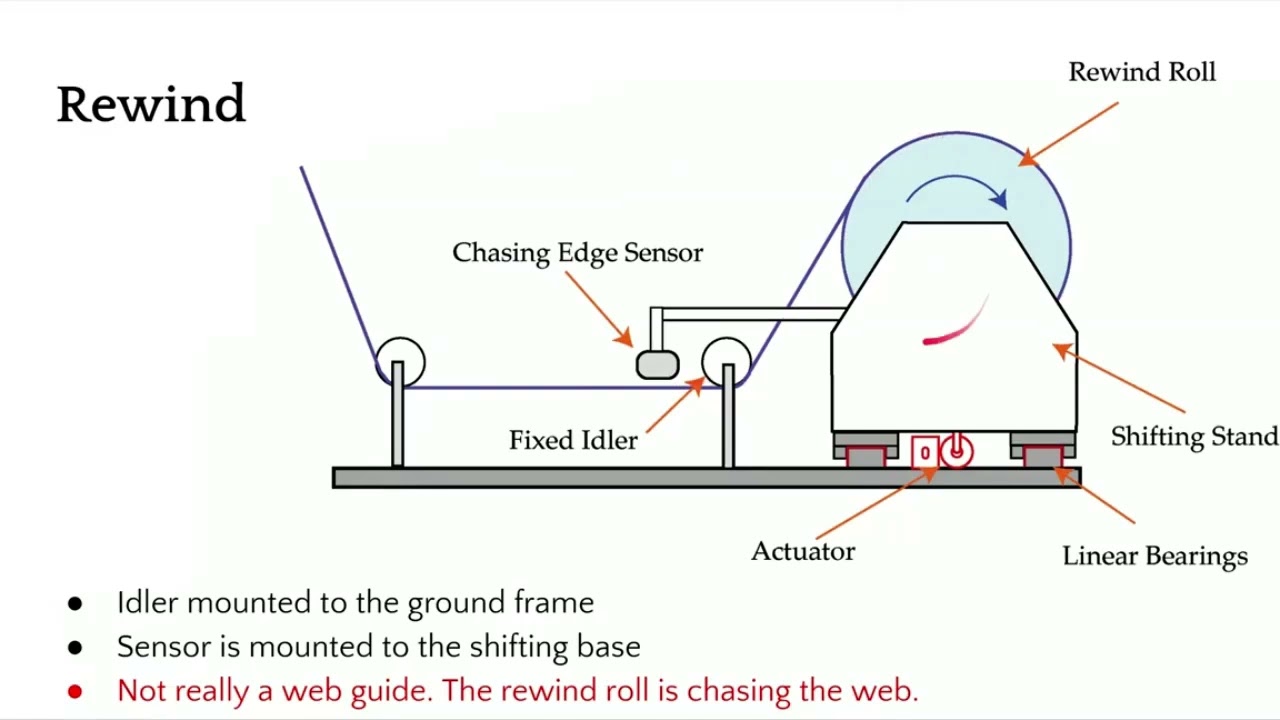
Join us in this informative episode of our 'Web Guiding Fundamentals' webinar as we delve into the intricacies of guides structures of terminal web guides, otherwise known as unwind and rewind web guides. Learn about the various components, including the role of actuators and sensors, the design considerations for mechanical rigidity, and the importance of actuator sizing. Gain insights into the differences between guiding and chasing the web, and understand the advantages and disadvantages of these systems.
Transcript
Show full transcript (976 words)
So let's dive into detail about different components of the web guide. First we'll start off with guide structures and look at how guide structures are with different types of web guides that we saw. So first and foremost we have the unwind web guide structure. In this case you have a parent roll feeding the web into your machine.
This role is on a shifting stand or a base supported by linear bearings. An actuator connects the moving stand with the fixed base and then there's a sensor here that is looking at the position of the web. The main objective of an unwind web guide is to ensure that the web fed into the process is at the desired location. Because of that, you have a sensor fixed to a machine frame actually moves in and out of the monitor.
It's going to go in and out. And the feedback from the sensor is used to make this unwind guide move in and out so that it can position at the right location. One thing I wanted to point out is that there is a shifting idler. When I say shifting idler, it means that this idler is attached to this moving base.
The main reason why we do that is that if we put a sensor right here, it is not an ideal location just because of the fact that when the diameter of this roller changes, you're going to have the web plane go in and out. And if that happens, that's going to affect your guiding. Typically, you would see a shifting idler. It doesn't have to be one.
It can be multiple. It could also be a whole frame with a lot of rollers. We need to put the sensor just downstream of the last shifting idler and the sensor is fixed to the machine frame so we can guide the web. So those are the main things with an unwind guide.
Now when we look at rewind guide rewind even though we call it as a guiding it's not actually guiding the web it's chasing the web. The main thing unique about this is that in a rewind system you have a sensor attached to the rewind frame. All of the things in terms of the carriage it's exactly the same. You have a sensor that is attached to the rewind stand so that when the rewind moves, the sensor also moves and then you have a fixed idler.
Rewind is not really guiding the web. It's actually chasing the web. And the main reason why we do that is that we need to maintain the relative position of the web and the rewind roll. If we put the sensor on a fixed frame and look at this rewind roll, then we would not know the relative position between those two.
That's the main reason why we attach this sensor onto the moving rewind stand gives us indirectly the position of the rewind stand. And the objective is to make sure that we move the rewind stand so that the middle of the sensor or the guide point of the sensor matches the location of the web. Like I mentioned, it's not really guiding the web. We are chasing the web so that the rewind roll would be at the right location to get the web bound properly.
So just to summarize about these two terminal guides, we can look at what are the things that we need to have a good rewind or unwind guiding system. First of all, in terms of design, we need to make sure that the mechanical structure and rigidity and stiffness are designed properly. We are moving a big mass and depending upon the type of web may be metals it may be thousands of pounds multiple thousands of pounds that we are trying to move and we need to make sure that the structure is rigid enough so that we can avoid any mechanical resonance the natural frequency of the structure should be at least 3 to four times the operating frequency of the control system. The other thing we need to consider especially with these kind of guides is that we need to size the actuator properly.
When we talk about sizing the actuator what we are talking about is it should have enough thrust so that it can push the mass. It has enough thrust to overcome the static friction and provide the desired acceleration to reject the disturbances or errors that may be there. Just like the mechanical structure rigidity, we need to also make sure that the actuator coupling and the actuator stiffness are all accounted for. Any play in the actuator coupling is going to reduce the stiffness of the overall system.
That's going to destabilize your system. In terms of installation consideration, the main thing that we want to look for in these type of guides is the location of the sensor with respect to the moving stand. Either it's fixed to the machine frame or it's moving with the carriage. That's the main thing.
These web guides are simple. That's one of the advantages of these web guides. And these web guides really do not have to take advantage of the normal entry roll because all the rollers are parallel to each other. So there's not going to be any misalignment in them.
So there's going to be less amount of stresses on the web. The disadvantages with these kind of web guides. Well, first of all, you need a high thrust actuator, especially when you have larger mass to move and it's not cost effective. If you really want good performance from a web guide, if you want to reject a high frequency disturbance, then this may not be a good choice for us.
[Music]

August 26, 2025
Normal Entry Rule for Webs: Essential Principles Explained
Dive into the fundamental 'Normal Entry' rule for webs traveling over rollers in this episode of 'Web Guiding Fundamentals.' Understand how a web always aligns itself perpendicular to the axis of a roller's rotation, even in cases of misalignment. Learn about the beam-like behavior of the web, the dynamics of its movement, and the importance of these principles for successful web guiding applications.
Transcript
Show full transcript (322 words)
[Music] Normal entry is a web approaching a roller will always align itself perpendicular to the axis of rotation of the roller. As you see in this video right here, let me restart that. As soon as the roller on the left has a misalignment, the web started to track and move in such a way that it will approach the roller on the left perpendicular to the axis of the rotation. This is the fundamental principle used in most of the intermediate web guides that we're going to see.
What's happening here is that the web is essentially behaving like a beam and the angular displacement on this left hand side is bending the beam and it's causing the beam to bend and that's what is causing the web to track to this side. There are lots of dynamics involved in this process. how fast the web moves, how much does it move, all of those depends upon the transport conditions, the what type of web it is, what kind of traction you have and things like that. And obviously the static behavior is that um at steady state once this angle is set, how much is it going to move?
Are we going to see any movement on this side? As you can notice when this web moved the upstream roller, the web was still there. It was maintaining there because it was able to have enough traction so that the lateral forces or the moment that is acting there was not able to make the web move. And whenever we have a motion like this, bending occurs, bending in term means that there are stresses developed in the web.
So you're going to have a tight side and a slack side and they're going to be a tension profile here. So these are important to understand for a successful webg guiding application or execution of a web guide. [Music]
August 26, 2025
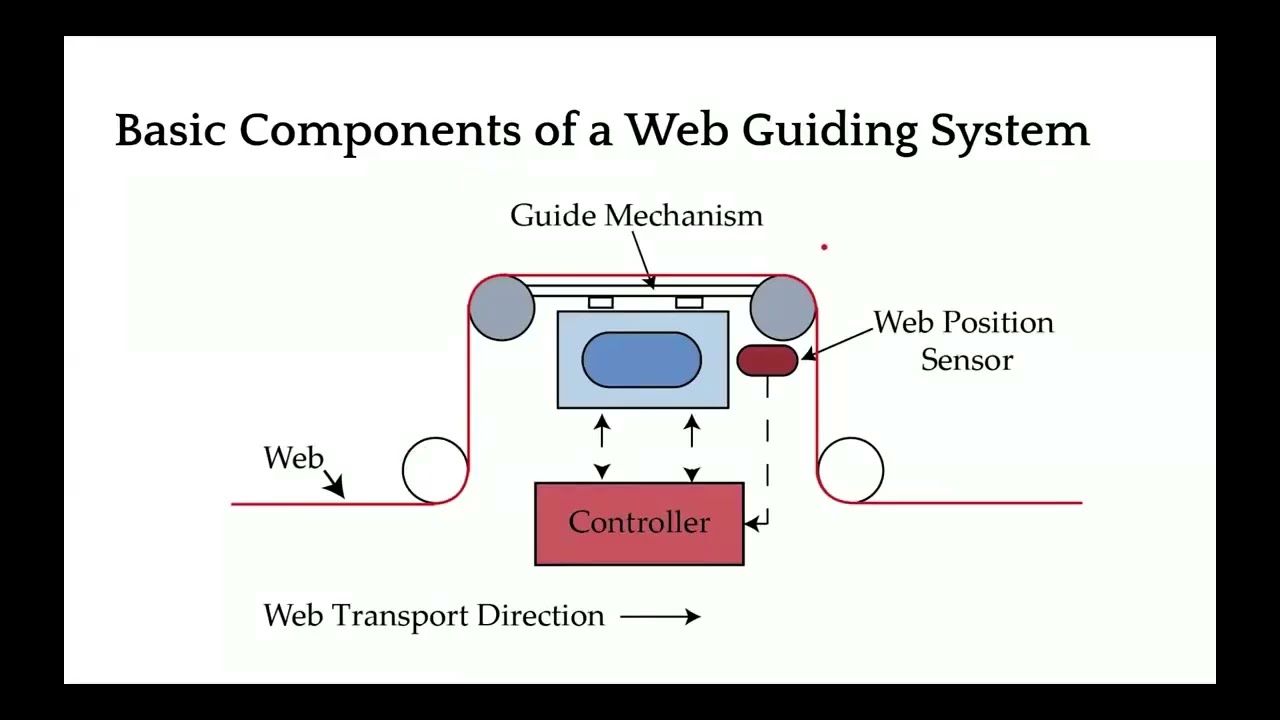
Understanding the Key Components of a Basic Web Guide System
In this episode, we delve into the essential elements of a basic web guide system. We explore the four main components: the guide structure or mechanism, the actuator, the sensor, and the controller. Learn how each component plays a crucial role in ensuring precise web positioning, from making physical contact with the web to providing feedback and executing corrective actions in a closed-loop feedback control system.
Transcript
Show full transcript (296 words)
In terms of a basic web guiding system, we are mainly dealing with four main items apart from the web. One is the guide structure or mechanism. This is the device that is actually making contact with the web and that's the one that is need to be moved or it moves the web. There are different types of guide structures that we will go through.
The other component of a web guiding system is an actuator. So actuator is something that takes an electrical signal and converts that into physical motion so that it moves the guide structure so that the web can be located at the desired location. The third and one of the most important components of a web guiding system is a sensor. The sensor is the device that provides the feedback.
The sensor is the one that tells us where the web is inferring the position and then that signal is sent to a controller. The controller is mainly the intelligence or the brains that takes that sensor signal and computes the corrective action required. So the actuator can move the guide mechanism to the the location where we can get the desired web position. Again, another schematic of how the components of the web guides are.
Web is a part of the web guiding system. And then you have the mechanism. There's an actuator inside the mechanism. The sensor gets the position feedback of where the web is, sends that information to the controller.
controller then computes an error and it sends the command to the actuator so that the mechanism can be moved to position the web at the right location. This is a closed loop feedback control system that is a main part of a web guiding system.

April 10, 2023
Roll-2-Roll Technologies is proud to announce the introduction of their latest product, the ODC 960 sensor. Boasting a sensing range of 37.8 inches and a resolution of 0.005" or 0.127 mm, the ODC 960 sets a new industry standard for wide-range sensors, providing unparalleled precision for converters seeking the utmost accuracy in their converting applications.
Transcript
Show full transcript (356 words)
Hello everyone, this is Aravind Seshadri from Roll-2-Roll Technologies. Today we are really excited to talk about one of our newer products for edge guiding, sensing and different applications. We have our ODC 960 this is one of the widest edge sensor that is available in the resolution of 5 thousand's of an inch and this is one of the higher resolution cameras that we have for such a wide sensing range. There are lots of applications for this including web guiding, width measurement, thread counting, flag detection, splice detection.
Some of the unique features of this system is that it is a one sided solution. So when you have a one sided solution you don't have issues when you are trying to install it in a compact space. Becasue if it is one sided you can install it vertically or you can install it facing down so that you don't have to worry about the dust accumulation on the sensor. It also occupies a This is an unique and proprietary technology where we have our linear optics.
This allows us to install the sensor really close to the web. So even though the field of view is pretty wide. You don't have to worry about trying to have a large working distance. We don't have that issue.
And also because we have the linear optics we have a 1:1 magnification ratio. That means that we have a really good resolution in terms of the image that we are capturing. If you compare that to traditional machine vision system with a circular optics, when you increase the field of view your resolution goes down. In our case our resolution doesn't go down.
Right now we have plugged it up with our SCU5 controller where you can get about 5 thousands of an inch resolution. This can be used any of the applications we already support. Anyway we are introducing this at the converters expo show 2023 in Greenbay. And it should be available this summer for purchase.
Take a look at our website and we will have more information about the sensor and feel free to contact us. Thank you!
November 5, 2020
AIMCAL R2R 2020 Conference: Advanced Web Guiding Applications and Concepts
Transcript
Show full transcript (5014 words)
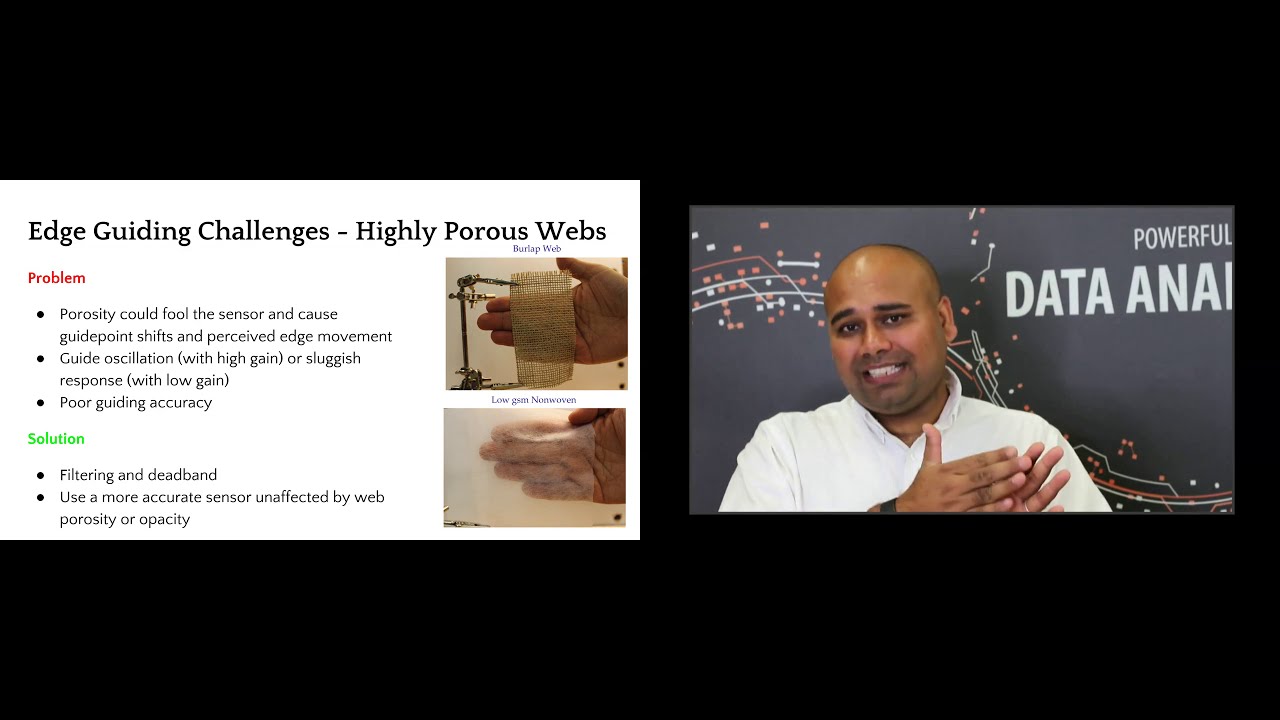
good morning everyone this is aravind se chadri from roll to roll technologies i'm here today to talk about advanced web guiding applications and concepts before we begin let's look at some of the basic concepts regarding edge guiding center guiding sensor positioners moving sensor center guide what do we mean by guide point what do we mean by remote guide point uh what is a dead band and what is edge filtering we will use these concepts to build on so that we can look at how some of the challenging guiding applications can be solved uh by uh some of these things that we initially cover so uh everybody is familiar with edge guiding if not edge guiding or guiding basically is to align the cross machine direction position of the web within a roll roll-to-roll machine so you're laterally positioning the web at a certain location in the cross-machine direction of the web this is typically done with a single sensor and the sensor measures the position of the web and sends that information to a control system and uh based on the measurement and the reference there's an error that is computed and then the control system sends the command to the actuator and then the mechanism uh the web guide mechanism moves the web and then this is a closed loop control system that keeps going on typically one sensor or two sensors are used and in a single edge guiding application the sensor may be installed on the drive side or on the operator side depending upon what is required and then the sensor is typically positioned at a constant or a predefined uh reference within the machine so that the web can be guided uh to a certain position within the machine now the main issue with a single sensor web guiding application is that um whenever the web width changes then somebody has to go move the sensor and uh depending upon your process uh if the process is aligned to the center of the machine or if it's justified to one side of the machine the sensor might have to be moved at different locations and any time when you have to move a sensor that causes downtime and it also introduces an opportunity for error and operator error so that's the main issue with edge guiding with a single sensor and and apart from edge guiding there are some situations in which center guiding is used where you have two sensors each of them looking at one edge of the web and then they send the signal to the controller and the controller averages those two measurements and then based on that average measurements it computes the error and then it moves the actuator based on the error the main reason why the center guiding is used is in applications where there is an inherent possibility of a slight variation in the web width let's say you have an extrusion process you're extruding the web but it's not a a straight edge it might have some amount of variation there to reduce the effect of either justifying to one side where you you might have a perfectly round roll on one side and then a really jagged uh raw uh edge on the other side it's common for um manufacturers to use two sensors to center guide the web now even with the center guiding application when the web weight changes uh somebody has to move the sensors and again like um a single sensor you need to move it at the right location and now you have two sensors that needs to be moved and then these two sensors have to be positioned exactly equidistant from the center line uh all of these causes time and if there is an error then it causes downtime as well so in order to avoid this some manufacturers have what is called as automated sensor positioners instead of manually moving the sensor you can automate that by connecting an actuator to the sensor and you can move one or two sensors based on what product you are running and you can automate it by setting all of those into the plc so that based on the product code the sensor is moved automatically this does reduce the downtime and then it also helps reduce the operator error but this system is a little bit complicated um because you have a system lan an actuator it needs another control loop to move the sensors and if those sensors have to move automatically without an operator kind of pressing a button to get it to the different location then you have an additional control loop in there and that increases the complexity of the system and then when you have an additional control loop you also need to tune the control loop so if the web width kind of varies like like this and if the sensor is automatically moving it's oscillating back and forth then the gains of those system has to be uh adjusted just right so that it doesn't never miss the web and then it's not too aggressive that it can run into the web and damage the web so this increases complexity additional actuators additional drives that are involved and overall it adds more mechanical wear and tear to the system um a better way of doing this is to just have a white sensor uh if your sensor is wide enough to accommodate any web weight variation then there's never ever a need to move the sensors and you can put one sensor on each edge so you have a center guiding sensor center guiding application with two sensors and with the web width varies and if the sensor is wide enough to see all of the variation then you would never have to move the sensor and you can still do that one of the key things in accomplishing accomplishing this is uh basically what we call as a guide point so when you have a single sensor and you're guiding the web uh based on the measurement from the sensor the control system is going to use a reference signal and that reference is usually the middle of the sensor's position measurement so if the sensor has an output of 0 to 10 millimeters and 5 millimeter for example would be the reference and if the web goes at four millimeters or if the web is at six millimeters then there is an error that is being created based on the magnitude and the direction of the error the uh control system sends the command to the actuator to move the web guide and most most often the guide point or the reference is in the middle in this case it's 5 like what i mentioned now instead of moving the sensors manually what can be done is actually move the reference within the sensor so instead of guiding to five millimeter when the web weight changes you can guide to two millimeter as the reference so if the web is at one millimeter it creates a negative error and then when the web is at three millimeters it creates a positive error and now your guide point is moved to two millimeters and this is what is called as an electronic guide point change the main advantage with the electronic guide point change is that if you have a sensor that is pretty wide and let's say you have a sensor that is 17 inches wide then any web width variation you don't have to move the sensor so that the web can be guided to the middle of the sensor you can just electronically move the guide point to a location so that the web can be guide at that location and this is a simple uh thing that can be done it's easily it can be automated easily and then you don't have any mechanical wear and tear because everything is fixed and you never have to move the sensor and this is what is illustrated in this uh animation here where if the guide point is to the left or to the right then the the reference for that control system uh is going to be at that location and then the actuator is going to change direction at that arbitrary location so you can technically have the guide point anywhere within the sensing window uh but it is very common to limit the extremes um so that you don't put your guide point all the way to one edge or all the way to the other edge the main reason is that once the web moves past that edge irrespective of where it is it's hard for you to know what's happening there so you you want a little leeway so that you don't go all the way to the extreme on either direction so uh it could be like you can go up to 90 of the sensor range that's where the guide point can be changed uh but within that remaining five percent on either side you cannot change the gate point uh so this this is what is called as an electronic guide point change and it's very common especially with a wider sensor and this enables operators to not to move the sensor and have a quick product changeover and then when we do center guiding the guide point change actually doesn't you don't need to do a guide point change when you do center guiding especially with two sensors and that's what this map is showing is that even if you move the sensors uh on either direction the guide point doesn't change so this is making it a lot more simpler so center guiding with two sensors is a lot more simpler than uh edge guiding and then even when the webwork changes you never have to change the uh guide point so these are the advantages like i mentioned center guiding with the white sensor is a lot more simpler reduces uh the mechanical wear and tear inherently it averages so that's like a filtering and then it's a simple to install operate and then helps you with the quick product changeover and then you can use this sensor to as a web detect sensor and as well as to monitor the width of the web because you can see both edges of the web another concept that is commonly used is what is called as a dead band a guide point is the reference from which the the the uh error sign changes now dead band is a region around the grade point where we can still say the error is zero and then uh beyond the deadpan is when the error becomes paused toward negative and uh this is done mainly to avoid any issues with uh artificial uh edge position variations that are created by edges that are kind of fuzzy or rough where the web is actually not moving just that the edge is kind of jagged in order to avoid the web guide from moving back and forth we can use a dead band onto it and finally a concept called edge filtering it's basically uh instead of taking the measurement instantaneous measurement you can filter the data uh in time and a typical filter that is commonly used is an exponential moving average filter and this helps in significantly reducing the variation of the edge position especially when you have some kind of an edge that is jagged and it's not really representative of the actual web position but just that the edge is kind of jagged like that this plot is just showing how if you have a standard deviation of 7 and then if you do a filtering for example you can reduce that variation by 50 and then if you do an averaging with that you can reduce that even further so the top plot is showing the measurement from one sensor the bottom plot is from another sensor and then the middle plot is the average of those two sensors that would be the center line center guiding kind of thing uh so some looking at some examples um let's say you have an edge like this um the web is pretty uh jagged and this is from an extrusion process now you don't want to take the instantaneous measurement and guide the web because the web guide is going to be oscillating back and forth it's going to be crazy what better way to do this is to use two sensors so you get an inherent averaging of those two edges and then add a dead band basically if you have an idea of the profile of this edge that is varying based on that you can create a deadband value and then filter the edge position so that the the steady state or the gross position of the web would be at a fixed location then even when the edge measurement is not that great you can still have the web guide to not oscillate um instead of there are situations where you deliberately have an edge with a certain profile like what is shown here and it's got a sawtooth kind of profile the main problem with this is that none of the conventional techniques would work because that when this web goes underneath the sensor and you're looking at that edge position depending upon the speed depending upon the sensor measurement frequency and depending upon the duty cycle of the sawtooth wave when you do any kind of an averaging you're going to shift the guide point you're going to have that average move whenever any of those conditions change for example let's say you're running a thousand feet per minute and you do all of these things and then now you go to uh 2000 feet per minute that's going to cause a shift even if you do any kind of an averaging so temporal averaging or time based averaging is not a solution for that but a spatial averaging or spatial filtering is a solution in this case you would align the sensor vertically along the machine direction and then have some kind of a like a bang bang control to be able to guide the web this is a technique that we use to guide some of these webs like this another common problem that we would see is uh wrinkles uh basically what uh wrinkle is that whenever there's this trough and the valley that is created on the web it's going to suck the edges in and out in and out in and out based on how the wrinkles are flowing and this is going to cause an edge position variation which is not representative of the web position the edge may go in and out but the web may be still in the grass position so this affects a lot of systems and the best way to tackle this is to do center guiding and based if you have any information about the wrinkles you can have that use that in your infinite impulse response exponentially moving average filter to reduce that effect and then also use a deadbend so depending upon how much the width variation is you can put that into your system so let's say the wrinkle is causing the width to change by a millimeter then you can have half a millimeter of deadband on either side and that would make sure that the wrinkle is not causing the web to oscillate but in reality these are all kind of like a fixes and these are not real solutions for the wrinkle problem and in this case you have to go and fix the underlying wrinkle problem but to avoid the web guiding from oscillating these are some things that we could do and finally uh there are situations where especially in diaper manufacturing or non-moments where you're running a porous web and then the sensor that you're using to run the porous web is affected by the porosity of the web and what it essentially would do is depending upon the density of the web underneath at that instant when the sensor is making the measurement that's going to change your output of the sensor so the output of the sensor may be varying based on the density of the web at the instant that you are measuring this will cause an artificial variation in the edge position which is unwanted and the best way to avoid this is to use a sensor that is more accurate that is not affected by porosity variations and density variations and if you cannot do that then the the other best way to do it would be to do some dead band and filtering and depending upon how much accuracy you can achieve so whenever you add a dead band and filter you are reducing by adding deadband you are reducing the accuracy that you can get and then by adding filtering you are reducing the dynamic response or how fast your uh system can correct that error you are reducing those so it's a trade-off based on uh what is uh what is the ultimate objective and this is just an illustration kind of showing like when you have an artificial edge position variation and then when you do a center guiding you can see that the middle plot is the set the top plot is one sensor the bottom block has another sensor and then when you do a center guiding where you take the average of those two just by doing that you you're reducing the variation and then if you add a exponential moving average filter to it you're reducing it further and then if you add a deadband to it then you are reducing that even further so this is shown in this table here and you can see we start off with about one millimeter of standard deviation and then by just by filtering we got about 40 improvement and then if you do filtering exponential moving average and dead band you get about 70 percent reduction in the variations and again these variations are artificial so um the dead band and the exponential moving average uh the filter time constants have to be designed based on that information that hey how much is the variation and things like that all of these can be avoided if you use a sensor that is not affected by any of those uh finally the the uh whenever we are looking at uh guiding a web there may be situations where you might want to guide multiple webs um and this is true in lamination or coding or extrusion lamination any of those scenarios in those cases you can typically guide two layers of the web independent of each other and then guide it to the same machine reference then you can achieve a proper lamination at this point but the main problem with that is when the web weight changes or if there's uh any centerline guiding uh kind of application then you need a little bit more uh coordination between these two systems these two layers the web one of the things that has been done mechanically is to chase the web and in that case you have a web master web that is there and then there's a sensor that is installed to chase the web it means that if the web moves uh one inch on one side the sensor would actually follow and chase the web so there's a control system that is kind of chasing the web and that particular sensor is connected to the other sensor on the other layer and this basically means like okay if the web moves on the bottom one inch i'm going to move my sensor one inch on the top and this is done automatically so there is a control loop that is uh moving the sensor positioner mechanically obviously you can see that it's a complex system there's too many mechanical parts and then depending upon how far these are then the mechanical coupling is going to be an issue and then if you want to do center guiding with this kind of system then it just the complexity goes pretty high pretty quick a better way to do it would be to use the guide point or the electronic guide point adjustment so you do have a sensor in the bottom the master sensor that is going to look at the position of the master web and then it's going to provide a guide point adjustment to the sensor on the top uh so that whenever the master web moves the top guide point of the top web sensor also moves and that makes sure that these two webs are coordinated if you have multiple webs uh multiple layers then we do the same thing as what we did in the in the in in the previous example the only other thing is that there are two now two different web guide uh sensors uh whose position needs to be varied so this is accomplished by slaving one of those so this is a slave actuator um and this is the uh the master actuator that is connected to this chasing sensor that is looking at the master web um this you would see uh commonly in metal industries uh in lamination processes uh again it's pretty complicated uh especially mechanically and then the synchronization it's a common problem synchronization meaning that one actuator has to be exactly synchronized with the other actuator otherwise this causes uh issues with the performance and then any lag or a slow response in one is gonna provide a overall uh worse response for your system uh the better way to do it would be to use an an electronic guide point adjustment i just used one sensor that's going to monitor this master web and then change the guide point of the other slay webs or the follower webs so that you can guide the web to that location now the main considerations with coordination is that if you have this master sensor wide enough then you can have the sensor basically look at any variation of the master web and the master in the examples that we showed there the master sensor was just used for measurement but technically you can also have a web guide on it and that web guide is going to guide the web uh on the master web and then that measurement can also be used to change the guide points on the slave or the follower webs that can be done as well and usually uh this has a good result if if we can have the web path links with these different sensors and web guides from that sensor to where the lamination process is if the web path links are the same and that provides the best results especially with dynamics and things like that but if you can't then you can use some kind of a feed forward term to compensate for the additional spans that you have to work with and then you can also do a dead band or a feed forward offset in these kind of things if you have to really put the sensor farther away from where you need to guide it so that's uh a quick overview of some of the uh things about common things irrespective of what kind of a control system that you have some advanced way of guiding concepts now we'll talk about some of the common control systems that are there in web guiding systems we're just going to quickly go through some of these things most often this is not addressed quite a bit but we're going to take a quick job at it and then there are basically three main kinds and then most of the web guides that are available in the market are fixed gain control systems and they are feedback control then proactive control is a new concept which is kind of like the future of web guiding so in a fixed gain web guiding control system as the name suggests the gain is fixed and like i said a lot of people don't really know what's inside a web guiding system there are multiple loops there's a current loop there's a velocity loop there may or may not be a position loop and obviously there's the outer edge position loop uh all of these loops have gains and these gains have to be tuned and the main problem is that this web dynamics term right here and that depends upon how fast you're running what is the tension what kind of elasticity of the web that you have how is the web guide installed all of those influence that and then anytime you have a product changeover that can significantly change any of these dynamics then the controller has to be tuned otherwise it's not going to provide a good performance most often most web guides the controllers are not well tuned that's a problem now to overcome some of these there are some other techniques called as adaptive control the main idea behind that is instead of having a fixed gain control system uh you have a controller that adapts and it learns uh based on the current conditions and it can avoid any sensor gain issues like the porosity issue that we talked about before it can overcome those it cannot adapt to the mechanical dynamics like the motor response and things like that and also the mechanical advantage of the web guiding system all of those things can be adapted too and this is a little bit more advanced control system and this this is something that is also available another way of doing this is called optimal control in this case uh what it's done is uh if you know different conditions in which your web guide is going to be operated under with what all the different materials that you're going to run all the different transport conditions and all different installations if you have to then an optimal uh controller a fixed gain controller can be designed uh so that it works best under all of these different conditions and the optimal not just means in the control system but also in the transport conditions uh the installation and things like that so this is also available i don't have a reference there in the bottom but you can look at optimal web guiding on google search and you would find papers about this there and finally uh there are other control systems especially those used in rolls-roll products is what we call as a non-linear trajectory control in this case we control trajectories for position loop velocity trajectories and also have a predictive component to it and essentially it provides you with a pretty good response uh system which is well damped and in this case we could achieve up to about 135 145 millimeters per second correction which is kind of unheard of in the industry and finally this is kind of the future of web guiding and this is what we call as proactive control instead of reacting to the edge position variations uh can we be proactive about it and this is something that we do and one of the things to hear the key thing here is that we have to first construct a performance index and then see whenever the performance index changes what are the deterrents or what are the things that are affecting that performance index is there a pattern to it and from that pattern can we see what is the root cause let's say there is an uh roller or web guide that is misaligned upstream can we detect that and then can we provide that information to the operator so that they can go in and fix that problem rather than trying to react to it an offset in a upstream process will actually limit the actuator stroke on the web guide in the downstream process and this is unnecessary if you can detect it and that's the whole idea behind a proactive control it could be offset there or a sinusoidal disturbance or any of those kind of things where it could be material process or machine and a product of control system would be able to identify and provide some solutions for it so in summary um some of the advanced web guiding concepts that we saw uh that the simplest thing that anybody can do to get a good guiding performance is to do center guiding and center guiding with wide sensors would significantly simplify your operation if you need to do dead band or if you need to do edge filtering especially you have some harder materials you can do that but essentially have a sensor that is unaffected by material property variations that will help you coordination can be achieved with electronic guide point adjustment and then the future is in proactive control do not react to the problems be proactive and kind of figure out what is the underlying cause for it and how that can be fixed in your machine that's my presentation thank you for my for your time there are some additional resources here and also my contact information um and how you can reach me unfortunately i would not be available for the q a session but i've asked one of my colleagues to be there so hopefully if you have any questions you would be able to address thank you so much for your time have a great day
May 14, 2020
Web Guiding Applications
- Edge Guiding
- Straight edge
- Fuzzy edge
- Jagged edge
- Wrinkles
- Center Guiding
- One sensor measuring two edges
- Two sensors, one each for an edge
- Moving sensor center guiding (mechanical sensor repositioning)
- Electronic guide point adjustment
- Line guiding
- Contrast/pattern guiding
- Line/contrast/pattern guiding on unwinds and rewinds
- Mechanical chasing application
- El
Transcript
Show full transcript (9143 words)
and I'll be your presenter today I just want to make sure that I take care of some housekeeping stuff all of you are currently muted and you won't have access to the microphone but you can use the chat window on your left hand side of the screen to send messages to us I'm also here joined by Pedro and Carlo both from both tall technologies and they will be monitoring the chat channels basically the Q&A and you can type in your questions or comments there we will also be having some polls during this presentation just to get an idea about who you are and what kind of function that that you do at your institution so I do have one right now which is asking about what market do you belong to or what industry that you belong to so if you have a chance feel free to answer those poll questions these will be really helpful for us as we go along and I'm gonna wait a little bit more time to give some more people some time to join but we should be starting in about couple of minutes okay let's go ahead and get started so well once again thank you for attending this webinar this is gonna mainly focus on web guiding applications and a few advanced web guiding concepts basically we're going to deal with edge guiding and line guiding we're not going to cover any control concepts in this presentation but more in terms of structurally how do you do edge guiding for different kinds of application so the key concepts that we will be covering in this edge guiding aspect of it is single edge guiding that is guide the web based on just one edge and then what is center guiding and we'll also cover some topics about sensor positioners there are different types of sensor positioners what is a moving sensor centric guiding system some of the later concepts are the current technology is related to what is called as a guide point so we will talk okay so there are some feedback saying that they're not able to hear one second okay so hopefully you guys are able to hear me Joe if you can hear me just say yes okay so the current technology with respect to guiding involves a concept called as guide point we'll talk a little bit about guide point and then we'll also talk a little bit about remote guide point adjustments this is we needed for coordination between different web guides and then we also talked about couple of different concepts called as Deadman and edge filtering so that's kind of a quick overview of what you're going to look at in edge guiding we're also going to look at other things related to line guiding as well as what are some of the issues with both of these techniques okay okay so in terms of edge guiding most of you are familiar with this we have a web guide and an edge sensor is there to provide the feedback for the web guide mechanism last month we talked about the guiding principles and fundamentals of it but essentially in most machines in edge guiding kind of an application you position the sensor either on the operator side or on the drive side drive or the gear side and then the web is guided to the middle of the sense of position and then the sensor is positioned in a location along the cross machine direction so that the alignment provides the required justification of the web so the main thing with this kind of a system is that it works well for most cases and for maybe majority of the applications there's no issue with it the main issue comes in when we have to change the web width whenever there is a product changeover and you do a web with change then the sensor has to be the pre position so as we get narrower and narrower the sensor has to be moved it has to be located in a different location there and that location of the sensor has to be justified based on the process requirement so in these examples the sensors were moved so that the web centerline position is always the same in respect of the web width but in certain other applications it may not be necessary and it may be necessary to justify along the operator side or maybe along the drive side so that is the only thing that someone has to do in terms of whenever they do a product changeover is to move the sensor but moving the sensor creates opportunities for operator errors and this can have other consequences with the web hiding performance now in order to another way of doing the guiding is to have two sensors one on either side of the web this is called as Center guiding and the center guiding is one of the commonly used techniques whenever we need to justify the web to the middle of the design or the middle of the process here in this case the sensor the control system takes the values from the two sensors and the average of those two values will provide the centerline position and then the web will be aligned to the middle of the two sensors that's what happens in and rotating again when we have central kiting we still have the same problem with web with changes and this requires the sensor to be positioned on either edge and here it's a little bit more complicated in the sense that when you move both the sensors both these sensors have to be moved equidistant from the center line position of the machine so again creates opportunities for operator error during changeover and things like that in order to avoid the issues with manual positioning and also to automate the process some kind of mechanism are used to position the sensor these are called as sensor positioners as you can see here this is basically an actuator that drives some kind of a lead screw or a belt or anything like that and then the two sensors are mounted on that linear rail or lead screw mechanism and when the web wit needs to be changed this actuator is driven so that either it retracts or it it goes towards the web or it goes away from the web inside the web or outside the web to move the sensor to the right location now this control can actually be done continuously it doesn't have to happen only when a machine is stopped or when a product changer workers the way it is done if it's done continuously is to actually have another control loop where the two sensors are actually chasing the web one control loop is used to guide the web where it's actually guiding and then the other control loop is used to chase the web so that it can adapt for the web with changes so this is usually referred to as moving sensor Center guide the actuator can be electromechanical or it could also be hydraulic but most commonly it's electromechanical actuators or those that are used right now so as an automatic sensor positioner is used to move the sensors so that the web weight changes are being accommodated by this system now the main issue with sensor positioners or moving sensor center guide is mechanical wear and tear as you can imagine the actuator needs to continuously move back and forth and then that creates a lot of issues it is also complicated just because of the fact that you have two control loops and there are two control gates that someone needs to worry about one is for the guide mechanism and then the other is for the chasing mechanism and then obviously this requires an additional drive or an additional output in actuator for the system and then all of these just makes it complicated there are also issues with it in terms of stability issues if the chasing is too fast and things like that then that are plagued plaguing this kind of our system again when the web word changes the sensors are moved back and forth and this can happen automatically continuously or it can happen during changeovers where the operator press the button to chase the web and then stop the chasing mechanism and continue guiding the web an alternative solution which is getting more popular lately is actually to use two sensors two white sensors that can actually span the entire web with width change when we do something like this where in respect to of the web width you don't have to move the sensor then this kind of a mechanism completely eliminates mechanical moving parts reduces wear and tear on the system and then it will be simple to use there there will be no need for the sensor to be moved and it's easy to maintain and there's only one actuator the only the only one actuator is the actuator or the web guide and hence there's only one loop again the two sensors will provide their own measurements and then the control system will use the average of those two measurements and if the sensors are wide enough so that it can capture the entire width change that is experienced in the process then this would be a really simple system to use it doesn't have to be a single two sensors if the sensor is wide enough it can actually cover the entire viewing entire web surface so that it can look at both the edges of the web again like I said this is one of the most robust and simple kind of a installation where it it reduces operator errors and things like that now one of the things that when we have a wide sensor that comes it comes to us is what is called as a guide point so here we have the sensor window and this might have a sensor range from maybe two inches to maybe thirty seven inches it could be any within that range and the the old sensors we're like mainly like points or sensors and they were just looking for the edge position and it was just looking at just a small variation and as long as you're doing a guiding the sensor range really doesn't matter so we were able to get away with the smaller sensor range but with the advances in sensing technology and things like that now we have the opportunity to look at a wider so with a wider sensor window now we have the opportunity to and not only guide the web to the middle of the window but to any arbitrary position within the window the reference position or where the web guide is controlling the web location that's called the guide point and then the error if the web position falls to the left here it'll be a positive error that the web position foster right here will be a negative error and we can actually electronically move the guide point in such a way that if the web width changes we can actually move the guide point instead of moving the sensor now this is an example where the web with reduced so we moved the guide point and this allows us to instead of manually positioning the sensor we can electronically position the location of the web so by moving the guide point you can actually use a single sensor and you can still do central guiding as long as you know how wide your web is and it's just a matter of mathematics to get it get it there electronic guide point enables us to do quick changeover it doesn't require an operator to move the sensor manually or to the sensor positioner manual movement of the sensor or being avoided right now just because of the safety reasons and things like that we don't want an operator to get into the Machine and move the sensor so there are some lead screws or motorized stages that would move the sensor and then if we know the width of the product based on a product code or something like that then we can pre-program this guide point changes whenever a change of workers and this may said extremely simple and quick to do a changeover now the guide point or the concept of guide point it not only is for a single sensor but it's also for two sensors it's just a matter of us going into the mathematics of it it's just simple algebra that we need to go through but essentially we can even have a guide point for center guiding applications and that guide point would be a function of the relative position of the two sensors and then basically how they are installed with respect to the center of the machine and then the movement of that guide point would be seen at each of these sensors by half the change in the guide point so and with me have two sensors we can we can come up with all different scenarios and and we can also offset the web guide from the central line position based on making some changes to these guide points and like I mentioned if you don't know the width of the material that you're running or the product could have variations in width then if you put two sensors that are equidistant from the middle of the machine irrespective of the web weight change the guide point and may not be changed so there's really no need to change that so for example here when we change the web width from a wider web to a narrower web the width is going to go down equally on either side of the web and since the web guide is already controlling it it's going to make sure that it sees the same amount of wear on either sensor and that helps us to do changeover without even changing the date point and when we use two sensors so mainly center guiding offers us several advantages first and foremost is that it averages the edge position because we are looking at both the left edge and the right edge and that helps us averaging that and when you look at other challenging applications later on you will see that how that's helpful and then you don't need to do any guide point adjustment and then even with a manual or automatic sensor pushing is not necessary it's really simple to install maintain and operate and technically if you have two sensors on either side of the web it is an inherent WebKit X sensor so you don't really need another sensor to say there's a Webber's present or not and then you can also do width monitoring at the same time web guiding and wit monitoring can be done at the same time with this kind of system another concept that is is that I wanted to introduce is what is called as a dead band so now the guide point is the reference position where the actuator will change direction to guide the web you can introduce what we call it as a dead bag and what that what that does is that whenever the web fall falls within this dead band the actuator will not actuate as you can see this Web edge here is kind of like fuzzy and serrated and and it's not that great while here it's like a straight slit edge you don't really want the web guide to be moving back and forth for every small change in the web edge position and in order to avoid that you can is what is called as a deadpan and essentially what it does is it's a region where the error is going to be zero and then this non-linearity here and then the error becomes negative or positive based on the direction so the dead band is usually around the guide point and and it's usually maybe half a thousands or ten thousands five five thousands or ten thousands and you can also adjust the deadband electronically based on your application when you don't have a really nice edge then and you don't really want the web guide to follow those edges all the time you just want a grass positioning of the web you can also filter the edge position typically we use like an exponential moving average kind of a thing so for example here this is data from one sensor as you can see it's kind of like a sinusoidal position here and then this blue line here is the data from the other sensor and the standard deviation is about seven for each of these sensor outputs like I mentioned Center guiding is gonna average out that without any filtering just by Center guiding you are reducing that standard deviation just by taking the average of those two signals but if you go in and actually filter that like using an exponential moving average then you can reduce the standard deviation here so we use what we call it as an exponential moving average edge filter to make sure that we don't react too much to these edge variations and essentially it's like an infinite impulse response filter and and the coefficients of these can be adjusted based on the speed or if you know how much variation you're going to see with the web edge that you can adjust that the faster you go the web itself is filtering those variations for you but it's mostly effective for sinusoidal or randomly kanna distributed edge positions now in terms of some of the challenging applications or aspects of edge guide II will talk about these few items here one by one so first one is like like a fuzzy edge so you have an edge like this which is extremely serrated maybe it's coming out from some kind of an extrusion process or things like that and you really don't care about getting it within five thousands or something like that but more about I want to get it in place because I'm going to do an edge trim here so if you have edge guide control system just regular plain Jane one then you're gonna have issues with oscillation so every time this edge position changes your web guide is going to oscillate back and forth back and forth and then your accuracy of the guiding system is not going to be any better than the edge variation that you see here so one of the things that you can do to handle web like this is to obviously do a central guiding and that will average out the two positions then use a dead man I'm filtering based on your conditions here now there might be some occasions where you have an edge that is deliberately like this it's got like a square wave or a sawtooth wave or some kind of a profile that is deliberate for the product now what happens here in this case is that if you have a conventional sensor that is looking at this edge that profile is going to be like a square wave and and the other thing is that depending upon the the duty cycle of the square wave and depending upon the speed and the sampling rate of the sensor you might be sampling on the high side all the time or you might be sampling on the low side all the time or any combination of those and whenever the speed changes it's going to cause the the web guide to shift or drift based on the speed changes which is a function of the profile of the web that you see here so how do you how do you tackle such a kind of a web now we did temporal filtering that is time based filtering we can also do like space based filtering or spatial filtering and use what what we call as a bang-bang control to do it this is an example where you have this web that is kind of serrated and typically we would install the sensor along the cross machine direction of the web but in this case we wanted to take advantage of the way the sensor measures the edge position and the offset between the sensor so we were able to do what we call a Slyke averaging along the length of the web spatially and then also have a time-based averaging and then do a bang-bang control that means like it's if it goes here move here it goes there move here and there's a dead band there so that's one way of tackling a complicated edge like that now the other common problem that you're going to see what edge guiding is wrinkles now wrinkles in in by nature it's really hard the the type of the wrinkle it could be like shear wrinkle with different shapes and forms and things like that but essentially what it does is that when when the web buckles the troughs that are created are going to reduce the width of the web so if you're just gonna guide based on one edge you might be oscillating back and forth because the wrinkle is gonna cost the edge to come in and come out come in and come out and things like that and most often you should try to eliminate the wrinkle problem before trying to fix it with guiding but if you have to fix it with guiding then obviously center guiding with edge filtering and deadband is something that you should try to use to reduce that issue again first and foremost we need to try to see if we can eliminate the wrinkle problem and then if you still can do that and you still need to have better guiding then you can add these techniques here and do that now I mean finally in terms of material and you're going to come across some porous webs or blow basis waiting on moments with a typical conventional sensor that works based on blocking and unblocking the porosity changes can actually fool the sensor and that might cause a pseudo edge movement when in reality the weather's not moving at all and this might cause guide oscillation when the sensor controller gains are high or like a really sluggish response if the gain is set to low overall like a porous web where the sensor signal goes through then you're going to have issues with guiding now obviously if you have a better sensor then you can do better and if the sensor is not affected by porosity or opacity then you wouldn't have that issue at all but if you don't have that option then you can certainly do filtering and also do deadband if you have a little bit information about your web and the opacity changes so just to give you an idea this is let's say these web edge position from one of the sensors which is in the blue line here a dotted blue line and then the other one from the other sensor when the signal goes through the sensor and when the porosity or the density changes occurs and that would be perceived as a web position change at the sensor now if you do center guiding obviously you can try to eliminate some of those averaged out some of those and then and the the filtered one is shown here in solid line so if you do like a moving average filter then you can further reduce that and try to eliminate a lot of those oscillations in the website because of that now if you add a dead band on top of the moving average that would actually significantly reduce those edge variations or the perceived edge variations because of the opacity changes and you can do something like that so just to give you an idea like if we look at the standard deviation of each of those sensor values you have a standard deviation close to one if you just do with one edge guiding without any filtering additional thing if you just do Center guiding you can significantly reduce that standard deviation now if you apply a moving average filter you can reduce that even further and then a dead band can reduce that even further again these application of moving average and deadband all of those really depends upon what kind of material you have how much information that that you have about what is the expected variation and things like that so those are material related challenges in guiding there are also challenges in terms of coordinating so let's say you have two different layers of web that need to come here and they need to be laminated and this this lamination process the simplest way is to have two standalone web guides that are guiding the web and then somehow physically have the sensors of those corresponding web guides exactly at the correct position with respect to each other and if we do that then we should be able to laminate these two layers of the web but usually this is well sometimes this could be a challenge because if there's web with variation or some changes and things like that where you would require some kind of a coordination between these two web guides so that when this layer comes in in contact with this layer they are aligned at a certain location exactly coincident or maybe offset a certain distance whatever it may be based on an application and if the sensors needs to be moved for width variations then that's a problem that can cause issues you really need to make sure that if you move the sensor a certain distance this sensor also have to be moved that certain distance so how do we solve that problem the old way of doing it is what is called as a mechanical chasing and in mechanical chasing application you have a master web that is coming here and then there is a sensor here that is chasing the web this is similar to the center guide moving sensor center guide where that second loop was chasing the web for web width variation now just think of that system but take one sensor and put it in on the master web and take the other sensor and put it on the this this follower web and what it's going to do is this sensor has going to have a control loop that is going to move the linear positioner in this case it's going to be in and out of this plane of our monitors here and it's going to move the positioner so that this chasing sensor will match with the master sensor when this is moved and this is connected to the guide sensor this guide sensor is also moving in tandem with the chasing sensor essentially we are changing the guide point of this and this is called as a mechanical casing application so again this is a system where you have a sensor positioner so there's an additional actuator required and it adds complexity depending upon the location where this sensor this Web guide needs to be and where this is it could be quite complicated in terms of accomplishing this and but it's been done it's been done with both electrical electromechanical as well as hydraulic actuators now one of the drawbacks here is that when we want to do the if these sensors needs to be central central sensors that means that we want to justify the lamination based on the average of two sensors then this becomes really complicated really quick what is the modern modern way of doing it is basically to use the the feedback from the master sensor and send that as an electronic guide point adjustment for the guide sensor so in this case the master sensor is recording the web position of the master web and whatever the variation that is seeing here is sent as a feed-forward signal feed-forward signal for the web guide that is following the master web so the web guide aligns the follower web to a guide point that is adjusted by the master censors feedback so electronically it's very simple to do and there's only one control loop here that is the web guide loop and then the only added thing is that it's not a fixed guide point reference now the reference is a feed forward term that come from the feedback from this master sensor and we can also do center guiding with this so you can technically have to master sensors and take the average of those two measurements and take that as the central line position and provide that as a feed forward offset to this edge sensor which can be a single sensor or two sensors so that's what is called as a chasing application now if you want to do more than two webs then it gets complicated mechanically but it has been done in the past and the way it is done is again you have a master web and then there's a chasing sensor and this first part of it is exactly like a chasing application so we have a you have a linear positioner that is closed the loop is closed based on the the chasing sensors feedback that moves the linear positioner in and out of the screen that moves the guide sensor on the top web so that the guide point is adjusted now if you want to follow this position for another layer of web what you have to do is you have to make an synchronize this actuator and this actuator this has been done with hydraulic cylinders as well as electronic actuators but there is a synchronization now you you are looking at there is one control system for this web guide there is one control system for this this chasing moving sensor positioner there's another control system for the slave actuator and then there's another control system for this web day so as you can see it just gets too complicated too quick and the main problem with these kind of things is synchronization this master actuator and the slave actuators may get out of sync with respect to each other in terms of the position now that creates more problems and it can solve a more elegant and a modern way of doing it is again using the master sensor position information and use that as a feed forward to another web guide and in another web guide here we've just shown two web guides technically you can have multiple web guides and you can still do the same thing again it eliminates wear and tear simple expend inexpensive and it's expandable and there's really no limit to how many you can do now what are some of the considerations for electronic coordination first and foremost we want to make sure that the web position variations seeing at the master sensor we can see all of that that means that you need to have a sensor wide enough to be able to see that it really depends upon the application and whether that web guide is whether that web is guided or not now in these examples I showed in these examples I showed like this master web not being guided but there's no reason why we can't ID this web with another web guide and use the the the position of the the web position from this sensor which is which is guiding the web as well and use that for the master sensor can be used what for control and for also for feed-forward signal for all the slave units web backlinks it would be best if the web pad lengths are the same this would provide the best results so that you don't have any delay this is usually not an issue for like steady-state errors but if you have some sinusoidal or non steady-state errors that's when the web path length needs to be ideal and then if you can't do that and if your application is pretty complicated where you need to have you might have sinusoidal variations that you need to match then what you could do is use a dynamics in the feed forward term basically compensating for the path length variations this technique can also be used for some advanced situations where you could use two sensors one sensor further downstream from the web guide and use that average of these two sensors with some additional dynamics to control the position of the web much downstream from the existing website itself you still need one web guide right at the exit of the web one sensor right at the exit of the web guide and then another sensor can be much further downstream and you can use some added dynamics and feed-forward them to do that and then with with these electronic coordination you can also use Deadman and guide point offset so if you don't want the web to align exactly on top of each other we need one web to align at 10mm and the other web to align at negative 10 mm you can do all all those combination of things with electronic coordination so that's kind of some of the quick applications of edge guiding let me just quickly go over some common errors that we see and when we are trying to do edge guiding applications first and foremost the most common one is extreme misalignment so what happens here is that you have a web coming into a web guide with an already which already has an upstream misalignment and this puts the web guide or the actuator at a non-zero steady state condition and that means that this Web guide is already tilted like this here at at a position and this actually limits further correction in this direction the web guide might correct in this direction properly because it has enough stroke but then it may not correct here on this direction where do we see it let's say you have an unwind role if an operator is loading the unwind role they're not loading at the right location where these sensors are justified to either to the center of the machine or to a certain justification with respect to the machine that's the most common thing that we see other places like let's say you have a blonde film line and you have a non centered bubble that's another place that you can see there now what it does is basically correct limits the correction on one side now what is the solution for something like that if you have a sensor that or a controller that can provide a position feedback and you you can take it into a PLC or anything like that then that would help you not really correct for this issue but to use that information to make sure you fix the underlying problem which is either misaligned on windrow or bubble not being in the center and then we can also provide some kind of an alarm signal when the web reaches a certain if it reaches the extreme position or not the other thing is which is very similar here instead of the web is coming at the right location but the sensor is at the wrong location this happens when we do changeover and if if the the operator is not moving the web to the right location that might happen and and as soon as the web guide is put into automatic this is going to move the actuator or web guide to one side because this was the sensor was set for a certain width and the web width has changed and that causes the same kind of follow again is just one of the ways to avoid this is to make sure to use a wider sensor and if you are doing center guiding wider sensor all of these avoids the issue of moving the web and then you can do an electronic guide point adjustment so that you don't have to worry about repositioning the sensor and then same alarms when the web position is reaching the extreme position or an actuator feedback to a PLC or additional monitoring system would also help the other thing that we see is that lets say the correction on the web guide is one inch but then the web that is coming into the web guide has got an oscillation way more than one inch or it could be or it could be something like not just the actuator stroke limit but also the bandwidth but here I just put it as stroke of the actuator but again this is where you need more correction but you don't have it well the only thing that you can do is actually redesign the web guide if you remember from our last last month's presentation the correction from a displacement guide is actually a function of this guide span so if you need larger correction the guide span needs to be larger so sometimes it may not be possible for you to do that because of space limitation and things like that or the the magnitude of disturbance is large enough that you cannot really correct it with one guide so you might have to use multiple web guides there so that would be a possible solution so those are some of the concepts in terms of edge guiding now let me just quickly go over to line guiding and quickly cover some of the few other concepts in line guiding as well so edge guiding is looking at the edge of the web anytime you want to look at a feature on the web you would have to use line guiding or contrast hiding why do we want to do that maybe the the web that you have has got edge variations and you are actually printing on the web this is the most common example is line guiding is used in the printing industry where you have multiple print cylinders and then you want to have multiple the web to be aligned to these printed patterns and it's not typical to see web guide between print units but then once the printing is done you go to the next process like converting like slitting coding laminating anything like that now you don't really want to cut our code at the wrong location so you would justify it based on the printed pattern which is the most important thing right now feature right now so again you follow a line or an edge or a pattern on the web on the surface of the web not the edge of the web this is used anytime when there is feature registration is needed and the pattern doesn't have to be a printed pattern we have done where the web itself has a shape so some kind of an extruded plastic which is cartridges or ribs on the web and the extruded edges are not really straight but the ribs on the extrusion are pretty straight so you want to guide to that you can do that and usually a camera or a visual sensor is used to do that now the advantage is that you can avoid aids variations and this is the only way to do registration based on surface features so if all you care about is making sure that in the subsequent process that process aligns itself to a pattern on the web rather than the edge of the web is the only way to do it it could be expensive depending upon what you want to do and it does require teaching or interactions and most common thing that you see with this as a problem is low contrast features that means that the feature on the web and the background of the web don't have enough contrast variation that you can pick up that feature properly now in terms of line and contrast guiding you can actually do a whole bunch of different things because we're not just looking at the edge of the web you can follow a line and you can say I want to follow the right edge of the line or you can follow a left edge of the line doesn't even have to be a line it can be a negative space that you're following like this white negative space there or you can follow a pattern an edge of the pattern which is kind of straight and then you can also follow a middle of the line so any of those kind of things you can do with line guiding with an appropriate sensor of course so one of the common things that you're going to run across when we do line guiding is intermittent lines so instead of the line being solid you have gaps in the line usually when they print a line it's solid but it's it's an example like this where you have a label and let's say it's a die-cut label and then the little that die-cut has been removed from the matrix so you want to follow that edge like that so again when you have an intermittent light the main problem is that is the sensor can provide you the position information when you are right here but when you're in the gap the sensor doesn't know and one of the things with line guiding is that when you don't see anything there's no way we would know which direction to move because the pattern could be on any side in an edge guiding application if you don't see a web then you know you need to go this direction so that you can see the web and if you see the whole web then you need to go the other direction so that you don't see the whole web in edge guiding we know that but in line guiding there's no way of knowing which direction to go if you don't see a line so this is a problem and the way to address this problem there are a couple of techniques to address this problem one is to get some information about this line itself in terms of how long the line is how fast the web is moving so that you can have some kind of sampling frequency and then you can build you can build building a timer or a timeout timer so that we can say that well if the web is running for this long and I don't see a pattern for this timeout period then do something so you can add something like that this this technique does require knowledge of the pattern and if the pattern changes it needs to be programmed speed and all those kind of things a better way of doing that is to have a loss of contrast signal and lock the web when you don't have that signal so what it means by that is if the sensor sees this line right here it's got a signal when it doesn't see it it has to go into a special condition called as no contrast condition and in that condition the web gate can be locked and then when the line comes back in the it will resume control again now the only drawback with that is if the web moves farther that you are outside the viewing area of the line then that's a problem how do you avoid it well you have a wider sensor if you have a wider sensor let's say you have a four-inch sensor and the web is known to move less than 2 inches then there's no way you will miss this line and in that case the other thing that we see with [Music] with edge guiding is the loss of focus that means that you cannot really install the sensor just like what you would do in an edge guiding sensor the motion of the web guide itself causes plane change and this could cause focus issues and the solution is using a backup folder or a dead bar like what is shown here so if you have a sensor that is looking at the edge of the web a or surface of the web for that matter but when the web guides actuate back and forth this twisting in this pan is going to cause the web to go closer and further away probably sensor and especially when we are trying to look at a feature the amount of light coming back the feature teaching all of those gets affected because of that plane gene so the solution would be to put a dead bar or an idle roller here and then you install the sensor so that it's looking at the web on the dead bar the dead bar is going to stabilize the web itself wrap angle above like five degrees if it's a dead bar and if it's a roller it can be up to fifteen degrees but no more than that and then again we follow all the same procedures in terms of how far the sensor can be from the web guide and things like that so that's a way in which we can stabilize the web and the thing is that this is not only applicable for line guiding it's also applicable for edge guiding let's say you have a pretty big web guide and it's got a lot of correction and that correction causes the plane change a significant plane change you can put a dead bar right there and then put the sensor before or after if you haven't like a small five degree wrap then it doesn't matter if you put it before or after the dead bar and then that will stabilize the web and that will make sure that the web doesn't touch the sensor when this rotates back and forth a couple of quick concepts on other line guiding applications now if you have an unwind roll how do you install the line guide sensor or a contrast sensor in in the other case this would have been freeze fan just because we need to support this the web to avoid the focus issues there has to be a shifting idea that's installed at the exit of the unwind and this idler or a dead bar has to move with the unwind and then the sensor has to be installed so that it can look at the web on the roller and then this sensor has to be fixed to the Machine frame it cannot move with the courage and we do the same thing with rewind the only difference here is that again the sensor has to move with the rewind in this case and then you can have a fixed idler or a dead bar in this in this pan right before it goes into the rewind so those are the quick application summaries of an advanced guiding concepts and just to summarize what we talked about today our recommendation would be if at all possible use center guiding Center guiding provides or averages the two edge position so it inherently filters or providing an averaging effect for edge variations and then especially if you have web width variation you can avoid some of the common mistakes with improper sensor positioning and things like that you can also use the two sensors to measure web width that's an additional signal that you can use for your quality control purposes if you have some complicated materials where you don't have a straight edge and then it's causing problems we should look into deadband in the in the controller and then edge filtering these are a couple of things that can significantly improve the performance of the guiding system obviously the sensors are unaffected by the material changes you're going to avoid a lot of other issues that you would see with mention on sensors coordinated controlled when you want to do multiple web lamination it's better accomplished with electronic guide file guide point changes this prevent any kind of mechanical wear and tear reduces the complexity of the system and can provide a good performance when compared to other mechanical system and as an additional feedback on your web web line itself we would recommend if you can get actuator position feedback that can help and if you are monitoring that information that can help identify and prevent any performance issues that may be causing from an upstream process so best example would be like improperly position unwind or some kind of a steady state shift that is coming from an upstream process or misaligned order or anything like that in terms of line guiding the loss of line signal if you are able to get that then that would be good because some of the sensors that are available might not have a wider sensing range so if you go outside the sensing range and you don't know that you've gone outside the sensing range then at that point the web is not guided it's just free-floating kind of thing so if you have a loss of line signal then you can use that into your PLC and avoid any issues that you might have it's a quick summary of what we talked about again some additional resources that are available on our web site feel free to go to our website and take a look at that and then our contact information so once again we really appreciate your time today to to listen to our presentation and we'll open up to any questions okay there's a question here that says that shouldn't the reboil sensor position be in the moving station that is correct I think that's all we had it here so the sensor is actually moving with the rewind here and it's chasing the web it's not actually guiding the web if you look at the unwind it's the opposite the sensor is actually fixed it's not really clear here but it's not attached to the carriage the sensor is fixed and then that's how it is okay okay is there a reliable web sensor for high temperature 200 degree C for clear films I am not aware of anything our sensors are rated for 85 C and they can work with clear films most often clear films ultrasonic sensors are used but at 200 C the frequency of the crystal would be affected by it so we might have to get back to you on that if we know of any sensor that can be used at 200 C there are some other questions that are specific to our product which we will answer separately you know mind your application where the entire winder is on a shifting base where is the idle idle sensor placement in the machine at the winder Inlet idly or further downstream or close to the actual winding location okay so that's a great question let's see so ideally in this binder or rewind it's it's kind of the same thing here ideally we want to put this as close to the winder as possible that would be the ideal location as if you have a roller that is going to take care of the diameter variations then putting this roller putting this sensor as close as possible here would be the ideal location farther away again we're adding delay to the system there's another thing that is not considered or not talked about enough is that the stiffness of this mechanical arm that is holding this sensor is an important factor if this if the arm is not stiff enough that's going to cause minor instability so as you put it further away at the stiffness or you got to make it really beefier to be able to have a stiff sensor there so ideally as close to the binder as possible is the ideal location okay are there other filtering methods besides exponential moving average that might be more optimal exponential moving average the choice of that is mainly because of the fact that it is it is easy to implement it's a pretty simple filter factor that's the reason why it's more popular let me see if Carlo has any other comments about that but to me exponential moving average is the simplest one and easiest one for us to implement it this is just purely for filtering the edge position obviously you can have some advanced control system where it has a filter built into the controller itself like an adaptive control or things like that so there is a question about upgradeable upgrading to wider sensor yes it's possible we can upgrade it to any of the wider sensors okay any other questions or comments okay hopefully you had a chance to take this bowl and just to give you an idea okay so a wide group of people mostly in converting and then also in terms of job titles operations maintenance plant engineer and then design engineering and Rd are kind of a key areas here okay so if there are no other questions we will conclude this webinar we will also follow up with people who ask questions in case they have any additional clarification and we will continue the series with another webinar next month and we have collected some feedback from attendees about what would be the ideal topic and based on that we're going to have the next month's webinar we really appreciate your time and to join us for this webinar this webinar will be recorded and we should be able to post that on our website within the next few days and we look forward to seeing you next month thank you so much have a great day